
Китайские дробилки: инновации в конструкции?
2026-01-22
Когда слышишь ?китайская дробилка?, первое, что приходит в голову — цена. Все говорят о стоимости, но почти никто не копает глубже, в саму конструкцию. А там, поверьте, за последние лет пять-семь изменилось многое. Не то чтобы они изобрели велосипед, но подход к тем же щековым или роторным машинам стал… другим. Более осмысленным. Хотя, конечно, копий и откровенного хлама на рынке ещё полно.
От копирования к адаптации: эволюция подхода
Раньше всё было просто: снимали размеры с европейского образца, делали чертёж, лили металл. Получалась рабочая, но ?тупая? машина. Она дробила, но как? С перегрузом на двигатель, с диким износом плит, с вибрацией, от которой через полгода всё крепление отходило. Сейчас, глядя на некоторые новые модели от серьёзных заводов, видишь, что инженеры начали думать о процессе, а не просто о геометрии. Берут базовую схему, но пересчитывают её под свои материалы и, что важно, под свой типовой камень. У нас в России ведь тоже не везде гранит, часто известняк, песчаник.
Вот конкретный пример: угол захвата в щековой дробилке. В учебниках одна цифра, но на практике для материала с высокой влажностью или глинистыми включениями её нужно корректировать, иначе будет забивание. Видел, как на одном из карьеров под Пермью китайский агрегат, который изначально ?заточили? под более сухие породы, постоянно вставал. Местные механики в итоге сами доработали камеру, сварили дополнительные ?рёбра? на неподвижной щеке. А производитель, к которому обратились, через полгода прислал обновлённые чертежи именно с такой модификацией. Это уже не слепое копирование, это обратная связь и адаптация.
Кстати, о материалах. Качество стали — это отдельная большая тема. Раньше билы или конусы могли ?съесть? за сезон. Сейчас многие производители перешли на использование импортных износостойких сталей типа Hardox или её местных аналогов. Не везде, конечно, и нужно очень внимательно читать спецификацию. Но сам факт, что это стало конкурентным преимуществом, о котором заявляют, говорит о многом.
Модульность и обслуживание: где кроется реальный прогресс
На мой взгляд, одна из самых заметных инноваций — даже не в самой дробилке, а в том, как её собирают и обслуживают. Концепция модульности. Раньше чтобы заменить подшипник в главном валу роторной дробилки, нужно было разбирать полмашины, вызывать кран, тратить два дня. Сейчас на многих новых моделях сделаны откидные боковины и специальные направляющие для выемки узлов. Это не космические технологии, это просто грамотное инженерное решение, которое экономит тысячи часов простоя.
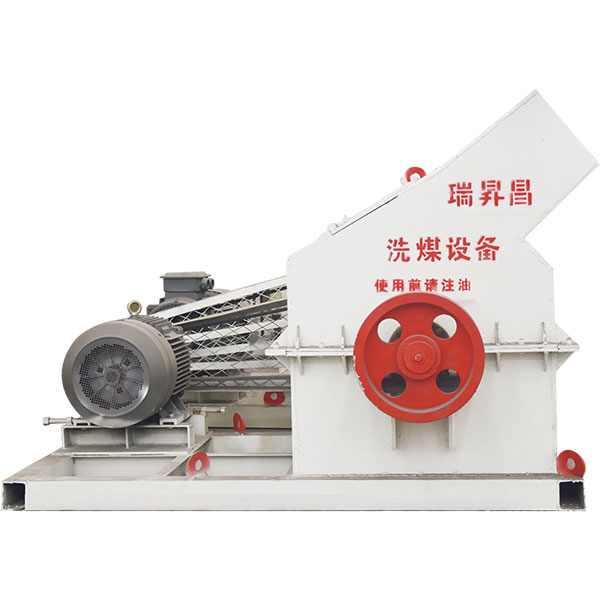
Видел на выставке в Екатеринбурге одну установку — кажется, от ООО Цзесю Руйшенгчанг Мойки Угля Оборудования Производство (их сайт, кстати, https://www.rscxm.ru — можно глянуть). Они, конечно, больше известны по обогатительному оборудованию, но и дробилки у них есть. Так вот, у них в конструкции роторной дробилки был сделан гидравлический механизм для откидывания верхней части корпуса. Буквально один человек за полчаса мог получить доступ к ротору и билам для осмотра. Это и есть та самая практическая инновация, которая дорогого стоит в реальных условиях карьера, а не в паспорте машины.
Но тут же и главный подводный камень. Такая модульность требует высокой культуры производства и точности. Если зазоры не выдержаны, эти ?удобные? крышки начинают подтравливать пыль, болты разбалтываются. Сталкивался с таким на одной из не самых дешёвых машин. Оказалось, проблема в партии некондиционного литья корпуса. Производитель, в итоге, признал брак и заменил узел, но месяц простоя — это вам не шутки.
Электроника и ?умное? управление: необходимость или маркетинг?
Сейчас почти все новые модели обвешаны датчиками и имеют панель управления с сенсорным экраном. Датчики вибрации подшипников, температуры масла, износа броней. Это, безусловно, полезно. Особенно система мониторинга вибрации — она может спасти от катастрофического выхода из строя всего узла. Но здесь есть нюанс: качество этих самых датчиков и, главное, их интеграция в систему.
Была история на известняковом карьере: датчик уровня материала в камере дробилки постоянно врал. То показывал переполнение и останавливал подачу, когда там было пусто, то наоборот. Оказалось, что датчик импортный, неплохой, но установлен он был в зоне сильного пылеобразования без должной защиты. Китайские сборщики просто поставили его там, где указано на схеме, не учтя местную специфику. Пришлось переносить, делать дополнительный воздушный барьер. Сама идея ?умного? контроля правильная, но её исполнение иногда требует доработки уже на месте.
И ещё момент: сложная электроника боится суровых условий. Мороз, влага, постоянная вибрация — для неё это убийственно. Некоторые производители стали делать шкафы управления с подогревом и улучшенной пылевлагозащитой (IP65 и выше). Это уже признак того, что они думают не только о том, чтобы продать, но и о том, как техника будет работать в Сибири или на Урале.
Специализация под материал: дробление не только ?камня на щебень?
Вот что действительно стало заметно, так это появление узкоспециализированных моделей. Не просто ?роторная дробилка?, а дробилка для переработки строительных отходов с арматурой, или для угля определённой крепости и влажности, или для получения особо кубовидного щебня. Конструкция начинает подстраиваться под задачу.
Например, для переработки ЖБИ делают усиленный ротор с возможностью ?проглатывания? некрупной арматуры и системой её извлечения. Или в дробилках для угля, которые как раз производит упомянутое ООО Цзесю Руйшенгчанг (они, напомню, базируются в Шаньси, угольном регионе, и их завод площадью в те самые 6000 квадратных футов явно видел много материала), часто применяется схема с меньшим числом оборотов и особой формой молотков, чтобы меньше перетирать в пыль и больше дробить на класс. Это уже не универсальный солдат, а специалист. И это правильно.
Но и тут кроется ловушка для покупателя. Иногда ?специализация? — это просто маркировка на табличке и покраска в другой цвет. Нужно смотреть в суть: изменилась ли геометрия камеры, использованы ли другие материалы для ударных элементов, пересчитана ли масса ротора. Без технически грамотного приёмщика можно купить обычную машину по цене специализированной.
Что в сухом остатке? Ожидания против реальности
Так есть ли инновации? Да, есть. Но они не революционные, а эволюционные. Это не прорыв, а последовательная работа над ошибками, адаптация мирового опыта под свои производственные цепочки и, что очень важно, под запросы конкретных рынков, в том числе нашего. Главное изменение — в mindset, в подходе. От ?сделать похоже? к ?сделать правильно для этих условий?.
Стоит ли брать? Вопрос не в стране происхождения, а в конкретном производителе, его репутации и, что критично, в наличии грамотного инженерного сопровождения. Машина от серьёзного завода с собственными КБ и испытательными полигонами (как тот, что в Цзэсю, с его полным циклом от разработки до сервиса) — это один разговор. Машина с неизвестного сборочного цеха — совсем другой.
Лично я, глядя на последние образцы, скорее оптимист. Да, придётся повозиться с обкаткой, с тонкой настройкой под свой материал, возможно, что-то доработать. Но база стала значительно качественнее. А когда за те же деньги получаешь ещё и продуманные решения по обслуживанию — это уже не просто ?дешёвая альтернатива?, это конкурентоспособный продукт. Главное — не гнаться за самой низкой ценой в прайсе, а смотреть на совокупность факторов: конструкцию, материалы, сервисную историю завода. Тогда и инновации в конструкции из рекламных буклетов превратятся в реальную экономию на вашем карьере.